 简体中文
简体中文 English
English 日本語
日本語


製品の詳細
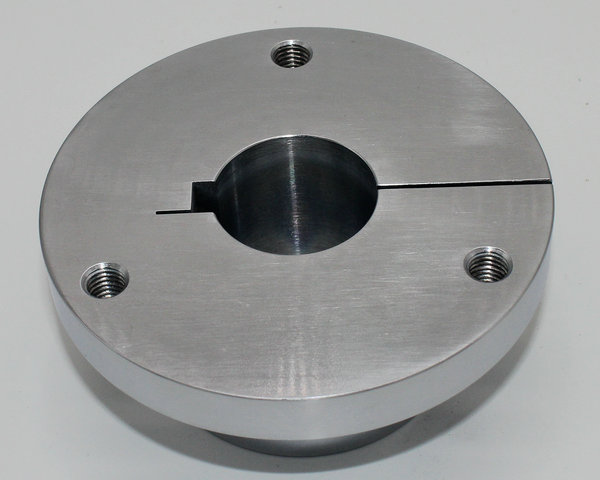
アルミニウム鋳造は、溶融状態のアルミニウムを鋳型内に鋳込み、冷却して必要な形状のアルミニウム部品を形成する方法である。アルミニウムを鋳造するために用いられるアルミニウムは、鋳造アルミニウム合金と呼ばれる。
概要
純アルミニウムまたはアルミニウム合金インゴットを標準的な成分比で調製した後、人工加熱を経てアルミニウム合金液体または溶融状態にした後、専門的な金型または相応の技術を通じてアルミニウム液体または溶融状態のアルミニウム合金をキャビティに注入し、冷却を経て所望の形状のアルミニウム部品を形成する方法である。
アルミニウムを鋳造するために使用されるアルミニウムは、アルミニウム合金を鋳造することと呼ばれています。一般的なアルミニウム鋳造方法としては、砂鋳造、ダイカスト、低圧鋳造、精密鋳造、永久鋳型鋳造などがある。
注意点
一、酸化スラグ欠陥特徴:酸化スラグは鋳物の上面に多く分布し、鋳型不通気の回転角部位にある。切断部は灰白色または黄色を呈することが多く、x線透視または機械加工時に発見され、アルカリ洗浄、酸洗浄または陽極化時にも発見される。
発生原因:1.炉材が不潔で、炉材の使用量が多すぎる。2.鋳造システムの設計不良。3.合金液中のスラグはきれいに除去されていない。4.キャスティング操作が不適切で、スラグを持ち込む。5.精錬変質処理後の静置時間が不足している。防止方法:1.炉材は砂を吹き付け、炉材の使用量を適切に低下させるべきである。2.鋳造システムの設計を改善し、そのスラグ止め能力を向上させる3.適切な溶剤を用いてスラグを除去する4.鋳造時は安定してスラグ止めを重視すべきである5.精製後の鋳造前の合金液は一定時間静置すべきである。
二、気孔、欠陥の特徴:三鋳物壁内の気孔は一般的に円形または楕円形を呈し、滑らかな表面を持ち、一般的に明るい酸化皮膜であり、時には油黄色を呈している。表面の気孔、気泡はサンドブラストによって発見することができ、内部の気孔、気泡はX線透視または機械加工によって気孔、気泡はX線基板上で黒色を呈することができる。
発生原因:1.鋳造合金が不安定で、ガスに巻き込まれる。2.型(コア)砂に有機不純物(石炭屑、草の根馬糞など)を混入する。3.鋳型と砂芯の通気不良。4.冷鉄表面に収縮孔がある。5.鋳造システムの設計不良。防止方法:1.注入速度を正確に把握し、ガスに巻き込まれないようにする。2.鋳型(コア)砂に有機不純物を混入して造形材料のガス発生量を減少させてはならない。3.(コア)砂の排気能力を改善する。4.冷鉄を正しく選択して処理する。5.鋳造システムの設計を改善する。
三、縮退欠陥の特徴:アルミニウム鋳造物の縮退は一般的に内ランナーの周囲の飛噴口の根元部の厚い大部分、壁の厚い薄い継ぎ手と大平面を持つ薄肉部を発生する。鋳造状態において断口は灰色であり、淡黄色は熱処理後灰白淡黄または灰黒であり、x光ネガ上に雲霧状の深刻な糸状収縮はX線、蛍光低倍断口などの検査方法によって発見できる。
- 前へ :ステンレス鋼304316スーパーエアナイフ
- 次へ:没有了
製品センター
連絡
- 電子メール:liang@hiranohmc.com
- 固定電話:+86-769-81892946
- ファクシミリ:+86-769-81892946
- 住所:中国東莞市常平鎮松柏塘碧華路竹祥工業園B棟1階